











树脂软磨片不同磨削条件对陶瓷工件表面粗糙度的影响
郑州山源机械有限公司 http://www.hnhbzc.com 发布时间:2020-09-22 10:04
图1和图2分别为干磨削和湿磨削条件下平面磨削铁氧体陶瓷时的工件表面粗糙度。试验所用切削参数均为vs=2300r/s、vw=4m/min、vf=05mm/r。vs=2300r/s、vw=4m/min、vf=05mm/r。

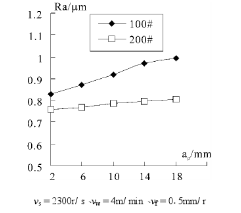
对比图1、图2可以看出,不同的磨削条件对工件的表面粗糙度影响很大,这是由于用树脂结合剂平行金刚石树脂软磨片磨削陶瓷工件时,磨削区温度很高,在干磨削时(见图1),两种树脂软磨片对应的加工工件表面粗糙度值差距很大,然而在有磨削液条件下磨削时(见图2),两种树脂软磨片对应的加工工件表面粗糙度值的差距明显缩小,由此可以得出结论:冷却液能够提高磨削表面质量,尤其是使用大颗粒磨粒树脂软磨片磨削时,冷却液的作用更为明显。由于陶瓷的磨屑是不连续的粉状,若没有磨削液的清洗,磨屑易堵塞树脂软磨片表面使树脂软磨片钝化,影响磨削效果;此外,若没有磨削液的冷却,树脂结合剂会因高溫烧焦而脱落,影响树脂软磨片磨削效果,进而影响陶瓷工件表面质量。由此可见,是否使用磨削液对陶瓷磨削加工有着很大影响,要想获得良好的表面质量,陶瓷磨削加工必须在有磨削液的条件下进行。
上一篇:金刚石干磨片自寻优模糊控制器设计