











金刚石磨片焊接钎料的研制
郑州山源机械有限公司 http://www.hnhbzc.com 发布时间:2020-11-03 12:00
对钎料的要求及钎料元素与金刚石的结合机理 金刚石可焊性差的原 因是 金刚石从800 ℃开始失重与石墨化 , 钎焊温度受此 限制 , 实现高强度连接 困难 大多数常用钎料元素对金刚石难于润湿或不能润 湿 金刚石的线膨胀系数低于大多数金属钎料元素 。 根据这些特性 , 钎焊金刚石磨粒所用钎料应满足如下要求:第一,常态下钎料的熔化温度不高于800 -850C,并且越低越好;真空状态下钎料的熔化温度低于950。第二,钎料对金刚石和金属基体的润湿性好,能形成牢固的化学冶金结合。第三,钎料能耐400C以上的高温,适宜通用的感应钎焊和火焰钎焊,铺展性好,焊接性能稳定。
根据两种材料的结合要符合结构对应原理和成键原理,钎料元素要与金刚石形成紧密的结合,第一,要求两者接触的密排晶面之间有很好的结构对应关系。金刚石密排晶面上的原子间距是0.252nm,晶胞常数是0.356nm,这就要求与之结合的钎料元素密排晶面上的原子间距和晶胞常数要等于或接近这一-数值,以达到其原子与金刚石C原子星对准或周期性对准形式;第二,金刚石表面上的C原子有一个未成键的价电子,这就要求钎料元素原子的d电子轨道缺少电子,能吸引金刚石表面C原子的价电子与之相互连接成键,成键能力越强,结合效果越好。
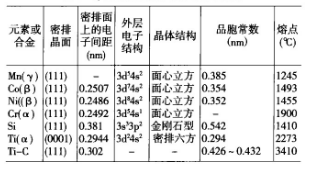
表1是符合上述要求,能与金刚石实现较好结合的常用元素。
上一篇:天然石材护理的护理注意事项
下一篇:金刚石磨片钎焊工艺参数分析