











气压金刚石软磨片的材料去除效果检测
郑州山源机械有限公司 http://www.hnhbzc.com 发布时间:2020-09-16 09:27
微观边界值如图 所示。

由图可知,模具凹面经H组金刚石软磨片加工后,工件表面峰值相对较为平缓,由磨粒产生的过切范围较少,且深度较浅。而经Hg组金刚石软磨片加工后,工件表面过切现象明显,R,值较高,表明在面向自由曲面加工时,可通过改变n值来提升加工质量。
为了检测气压金刚石软磨片的材料去除效果,分别依据H组、H2组、H组所列磨粒层的参数设计3组气压金刚石软磨片,并对激光强化后的模具表面进行定区域加工,工件表面硬度为563 HV,加工时间为180 g,并在每30s进行记录,对各组的加工数据统计如图所示,金刚石软磨片实际接触区城如图所示。
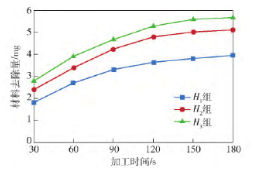

由图可知,气压金刚石软磨片在加工过程中材料去除量随着时间而不断增加,初期材料去除明显,但后期趋于平缓。而各组金刚石软磨片在材料去除过程中也存在差异,整体材料去除量H]组>H2组>H组,仿真分析中可知三者接触应力存在差异,依据修正的Preston方程四,可知其材料去除率规律以及金刚石软磨片实际接触面积符合仿真结果。