











功率上升的速度反映了金刚石软磨片纯化的速度
郑州山源机械有限公司 http://www.hnhbzc.com 发布时间:2020-08-25 09:53
磨削功率随磨削过程变化趋势如图所示,除去软磨片初.期快速磨损时磨削功率上升阶段,选取进刀25 -200次磨削阶段的数据,该阶段磨削功率的上升近叙符合线性规律。
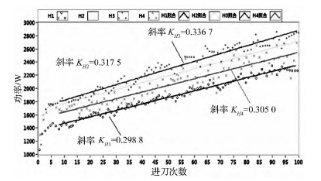
功率上升的速度反映了软磨片纯化的速度,因此,利用拟合直线的斜率可反映软磨片钝化的速度。从图4中四月软磨片.的拟合直线斜率对比可知:在同样的磨削条件下,软磨片磨削功率的上升趋势总体相差不大,四月软磨片的拟合直线斜率比较结果为Km <Ku<Km <Kg,基本符合含水率大时,软磨片钝化较快的规律。但由于H4软磨片含水率较高,组织均匀性差,自锐性强,参与切削的有效磨粒数较少,单顆磨粒的切削厚度增加,受到的磨削阻力就较小,从而磨削功率上升较慢。所以,磨削功率钝化程度较慢,斜率也就对应的小。
磨削功率拟合直线可以反映功率的上升趋势,各功率值相对于这种上升趋势的离散程度可以反映磨削功率的波动程度。因此,利用软磨片磨削功率拟合直线的残差均方根来综合评价磨削功率的波动程度,从而反映磨削状态的稳定性。图5所示为四片软磨片磨削功率拟合直线的残差图和残差系数,可以看出,含水率低的H1和H2软磨片磨削功率拟合直线的残差值分布相对集中,残差均方根较小,磨削功率波动较小磨前状态稳定,含水率大的H3和H4软磨片的残差均方根大,磨削功率波动大。